歡迎訪問安慶永益機械有限公司!
.png) 快速鏈接:
快速鏈接:
快速鏈接:
.png "安慶永益機械機械有限公司")

.png "安慶永益機械機械有限公司")


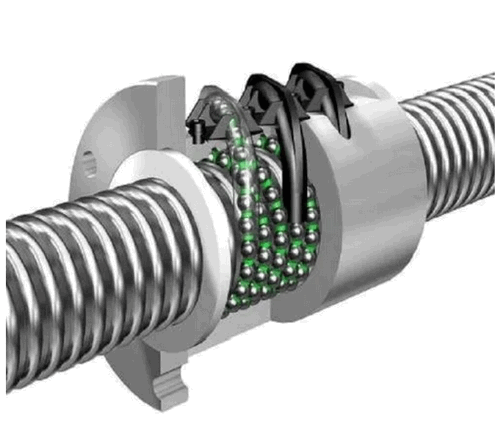
1、滾珠絲桿螺母副安裝方法
滾珠絲桿螺母副僅用于承受軸向負荷,徑向力、彎矩會使滾珠絲杠螺母副附加表面接觸應力等負荷,從而可能造成絲杠的永久性損壞。正確的安裝是有效維護的前提。因此,滾珠絲杠螺母副安裝到機床時,應注意以下幾點:
1)絲杠的軸線必須和與之配套導軌的軸線平行,機床的兩端軸承座與螺母座必須三點成一線。
2)安裝螺母時,盡量靠近支撐軸承。
3)安裝支撐軸承時,盡量靠近螺母安裝部位。
4)滾珠絲杠安裝到機床時,請不要把螺母從絲杠上卸下來。
如必須卸下來時要使用輔助套,否則裝卸時滾珠有可能脫落。螺母裝卸時應注意以下幾點:
(1)輔助套外徑應小于絲杠底徑0.1-0.2mm。
(2)輔助套在使用中必須靠緊絲杠螺紋軸肩。
(3)卸裝時,不可用力過大,以免螺母損壞。
(4)裝入安裝孔時要避免撞擊和偏心。
2、滾珠絲桿螺母怎么裝滾珠方法
首先,不推薦用戶自行拆卸和安裝螺母,特別是高精度滾珠絲杠。
在螺母意外脫落或你現在已經拆卸的情況下,請按照以下方法把螺母重新安裝上去:車制一個外徑略小于螺桿滾道底徑(小0.1mm左右)、內徑略大于螺桿端部外徑(大0.5~2mm)、長度長于螺母長度(長10~50mm)的空心套。
3、舊方法安裝滾珠絲桿副存在缺陷
按照傳統的工藝方法,安裝滾珠絲桿副一直沿用芯棒和定位套將兩端支承軸承座及中間絲母座連接在一起校正、用百分表將芯棒軸線與機床導軌找正平行并令芯棒傳動自如輕快的方法。這種安裝方法在三個坐標方向行程較小的小型數控機床和加工中心上應用較方便。
由于芯棒與定位套、定位套與兩端支承的軸承孔以及中間的絲母座孔存在著配合間隙,往往使安裝后的支承軸承孔和絲母座孔的同軸度誤差較大,造成絲杠繞度增大、徑向偏置載荷增加、引起絲杠軸系各環節的溫度升高、熱變形變大和傳動扭矩增大等一系列嚴重后果,導致伺服電機超載、過熱,伺服系統報警,影響機床的正常運行。
另外,兩端軸承孔與中間絲母座孔的實際差值無法準確測量,從而影響進一步的精確調整。對于三個坐標方向行程較大的數控機床和加工中心,由于所需芯棒多在1500mm以上,加工困難,不易保證精度,因此無法采用芯棒與定位套配合的找正方法進行滾珠絲杠副的安裝。
來源:機械設計聯盟
(版權歸原作者或機構所有)
.png) 聯系我們
聯系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機客戶端
手機客戶端
